

Hoy vamos a hablar del ‘warping’ y el ‘cracking’, dos problemas de impresión que nos siguen dando dolor de cabeza incluso a los que llevamos mucho tiempo imprimiendo en 3D.
Y es que es un problema muy común, y por mucho que te digan pasa en todas las piezas de cualquier material para impresora 3D, no solo en el ABS. Piénsalo ¿por qué las piezas se despegan mejor de la base cuándo las dejamos enfriar?
Sea como sea, lo ideal es intentar evitarlo en la medida de lo posible y te voy a dar, bajo mi experiencia, los 10 trucos que yo uso que mejor me han funcionado para que las piezas no se comben. Da igual si te surge el warping en pla, el warping en abs, el warping en petg o en cualquier filamento, lo que te voy a enseñar vale para todos los filamentos.
Por ello cógete una birra, y léetelo despacio, con calma y cualquier duda o sugerencia no dudes en ponérmela en los comentarios.
¡Comenzamos! 😮 :O :O
¿Quieres ver mi selección de impresoras 3d baratas favoritas?
Aquí te dejo mi TOP 5 de impresoras 3D Low cost favoritas y de calidad 🙂
🤔 Qué es el Warping 3D y por qué ocurre en PLA, ABS, PETG u otro filamento
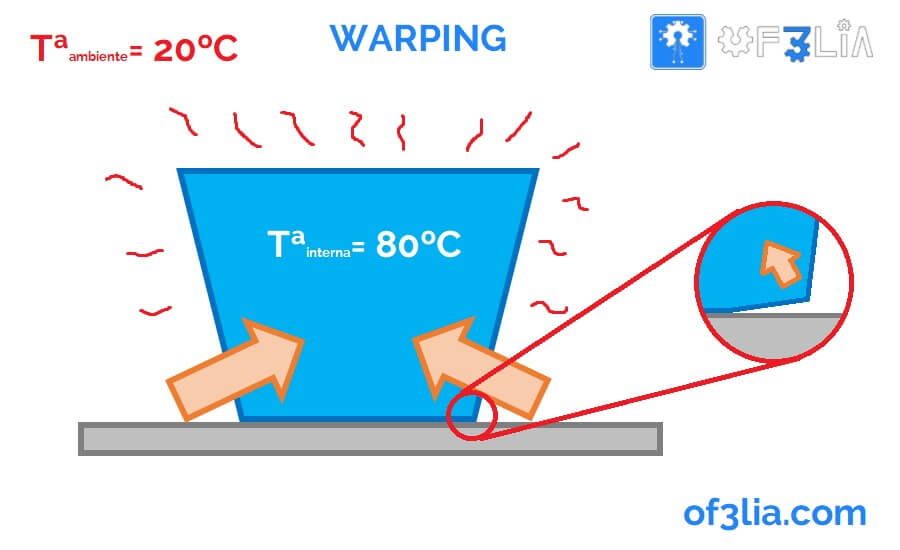
‘Warping’ significa literalmente doblarse, combarse o pandeo al igual que cuando las esquinas de tu pieza se doblan, pandean y se comban hacia arriba (como si una cuerda invisible tirara de ellas hacia arriba).
Esto tiene que ver con un término físico llamado ‘dilatación’ que seguro que aprendiste en el instituto (o por lo menos hacías que lo aprendías jaja). Los filamentos cuando aumentan su temperatura se dilatan y cuando la disminuyen, se contraen.
Y no te engañes, el warping puede ocurrir en una ender 3 o en cualquier impresora 3D que no esté cerrada.
Al plástico de impresión le pasa lo mismo: Sale a 180ºC o más de la boquilla y se deposita sobre la superficie de impresión que puede estar a 140ºC menos.
Este enfriamiento tan brusco puede generar una contracción de las capas de fuera hacia adentro (porque el interior tarda más en enfriarse) y hacer que la pieza se despegue de la cama (teniendo como consecuencia que te cagues en todo).
💥 Cracking: El Warping más salvaje entre capas
Bien, una vez visto que es el efecto warping, el cracking podríamos decir que es su hermano mayor y puede aparecer en toda la pieza. Además, cuando aparece cracking, es que las contracciones del material han sido bestiales.
El warping hace referencia solamente cuando la capa inferior se comba hacia arriba, o sea, que la unión capa inferior-base se despega. El cracking es lo mismo, pero entre capas, o sea, cuando la unión entre capas se despega.
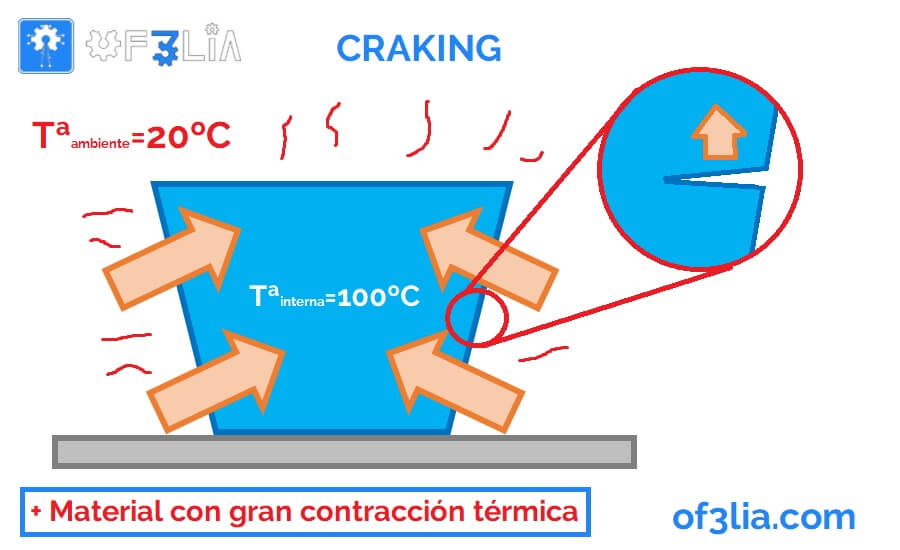
Lo bueno es que esto es más difícil que se dé que el warping y solo en condiciones de contracciones muy fuertes por cambios muy bruscos de temperatura o materiales con altos índices de gradientes de temperatura que afectan a la contracción (Pero ¿qué me estás contando? 😵💫).
En cristiano, filamentos que se contraen más que otros ante un mismo decremento de temperatura.
🆚 Warping con ABS y Warping con PLA ¿Por qué son diferentes?
Habrás oído (y si no te lo digo yo) que con el ABS hay que tener cuidadín porque tiene un warping del la leche, cosa que no pasa con el PLA que se imprime fácilmente y sin este problema apreciable (a no ser que vivas en el polo norte).
Esto es debido a 3 factores:
- El ABS se imprime a más temperatura (40ºC más), por lo que el contraste térmico con el ambiente, es mayor.
- La contracción térmica del ABS ante una disminución de temperatura es mayor que el PLA, esto quiere decir que, si ambos materiales están a 10ºC y los bajamos a 9ºC, el ABS se contrae más que el PLA.
- El ABS necesita una cama caliente muy potente para subir su Tª a 90 o 110ºC, y lo normal es que las impresoras 3D convencionales, no llegan a dichas temperaturas.
- Reforzar las esquinas de las piezas.
- Calibrar las distancias en Z de la impresora 3D.
- La cama caliente, a tope.
- Cubrir tu Impresora 3D para estabilizar la temperatura.
- Aumentar la adherencia en superficie.
- Poner "Brim" a tus piezas.
- Quitar porcentaje de relleno.
- Capas altas y lentas
- Imprimir con impresoras a poder ser cerradas.
- Tener en cuenta el ambiente dónde imprimes.
1️⃣ Pon soportes circulares en las esquinas en casos extremos
El warping donde más afecta es donde más fácilmente se puede despegar la pieza. Si tú quieres quitar una pegatina de una pared ¿por dónde empiezas a despegar? Exacto, por las esquinas (a no ser que seas el como el burro de tu primo del pueblo que lo hace por un lado).

Por ello, con un poco de maña en diseño 3D y este tutorial de TinkerCAD, puedes añadir pequeños cilindros a tus piezas, justo en las zonas más débiles y así disminuir el warping en la primera capa. Ojo, no los hagas muy grandes o sino después serán imposibles de quitar.
2️⃣ Calibra bien la impresora y sus distancias en Z
Una impresora 3D es tonta, ciega y sorda, por eso le tenemos que decir todo y colocárselo todo a huevo para que no la lie. Esto te lo digo porque hay un factor determinante en la adherencia de capas y es que estas tengan la altura correcta con respecto a la base.

Para ello asegúrate que tu altura en el eje Z es la correcta, ya que, sino el hotend no depositará el plástico bien, y una de dos: o lo deja muy apretado y no hay quien despegue la pieza después o lo deja muy flojo y ocurre el warping, por ello la calibración de tu autolevel o el final de carrera debe ser perfecta.
3️⃣ ¡Pon la cama caliente a tope de hot!
Como te comentaba antes, una de las cosas que favorece el warping es un gran contraste térmico, y este se da siempre cuando el fusor expulsa el plástico fundido hasta que se enfría en la base de la impresora 3D, por lo que, cuanto más caliente esté esta, menos contraste brusco habrá ya que el enfriamiento de la pieza será más lento, haciendo una campana de calor mucho más efectiva.

Esto no hace falta llevarlo al máximo nivel y poner siempre la cama a tope de potencia, ya que dichas contracciones en el PLA no son tan bruscas y con tener la cama a 40ºC (en Burgos) o incluso apagada (resto del país) vale. El ABS es diferente y necesitaría 90 a 110ºC de cama caliente. ¡Cada material es un mundo! consulta siempre las especificaciones del fabricante.
4️⃣ Cubre a tu impresora 3D para que no pase frío
Esto no es literal, no hace falta ponerle una mantita a la impresora 3D ni enchufarle calefactores como hice yo una vez a ver qué pasa, no, con esto me refiero a cubrirla con una caja de metacrilato o incluso de cartón. (No me enorgullezco de esta foto, como puedes ver todavía usaba WD-40 para lubricar la impresora, gracias a Dios, después afiné más con mis herramientas jeje).

Cubrir la impresora favorece que las temperaturas sean más constantes y retiene el calor de la cama caliente, por lo que el warping y el cracking disminuyen también. Este TIP es prácticamente imprescindible cuando queremos imprimir piezas grandes de ABS, ya que la ‘cúpula de calor’ generada por la cama caliente, no puede envolver toda la pieza.
5️⃣ Trucos DIY para aumentar la adherencia en superficie
👦 Róbale a tu sobrino pequeño el pegamento de barra
No hace falta que sea a tu sobrino, puede ser a cualquier niño de su colegio (también te lo puedes comprar, es otra opción). Unta bien la base de la cama con el pegamento e imprime. Después para quitar el pegamento tardas un ratillo y es un poco marranada, pero funciona.
🖌️ No hace falta que contrates a un pintor para esto
Con esto no me podía referir a otra cosa que no fuera la cinta de carrocero, o como la llaman en E.E.U.U. ‘blue painters’ tape’. Pega tiras sobre la base caliente teniendo cuidado que no queden huecos ni se solapen. Esta superficie rugosa te ayudará a que las piezas se peguen mejor.
✂️ El secreto que tu peluquero se ha guardado durante años
Me refiero a la laca Nelly de toda la vida, va de perlas para imprimir en 3D, un par de chorros sobre la cama antes de la impresión y todo va sobre ruedas, la pega, tu casa huele a peluquería todo el día. Suele ser la opción preferida de los ‘beginners’, pero si no te gusta, mira el siguiente punto.
💸 Afloja la cartera e invierte un poquito en tus piezas 3D
6️⃣ Parametriza bien la base con Cura Ultimaker, Brim y Raft
Uno de los puntos más importantes a la hora de tener unas impresiones 3D de calidad es controlar tu software laminador bien, hay muchos Repetier Host, Simplify, Pathio… pero el más famoso de todos es Cura Ultimaker (si quieres ver un buen post del tema te dejo el enlace aquí).

Controla bien los parámetros de tu impresora 3D mediante prueba-error, todo influye: temperaturas, velocidades, retracciones…, Con materiales como el PLA no vas a tener problemas, pero cuando quieras afinar el ABS y evitar el warping, tendrás que usar opciones como Brim o Raft, los cuales crean unas superficies alrededor y debajo de la pieza respectivamente para aumentar la superficie de adherencia.
7️⃣ Pon a dieta a tus piezas y quita % de relleno
Hemos dicho que la contracción de los materiales es desde dentro. Imagínate una flor en invierno, está abierta y poco a poco se va cerrando, primero las partes internas y después las externas, al ser un solo material, cuando lo de dentro se contrae tira de lo de fuera también hacia dentro.
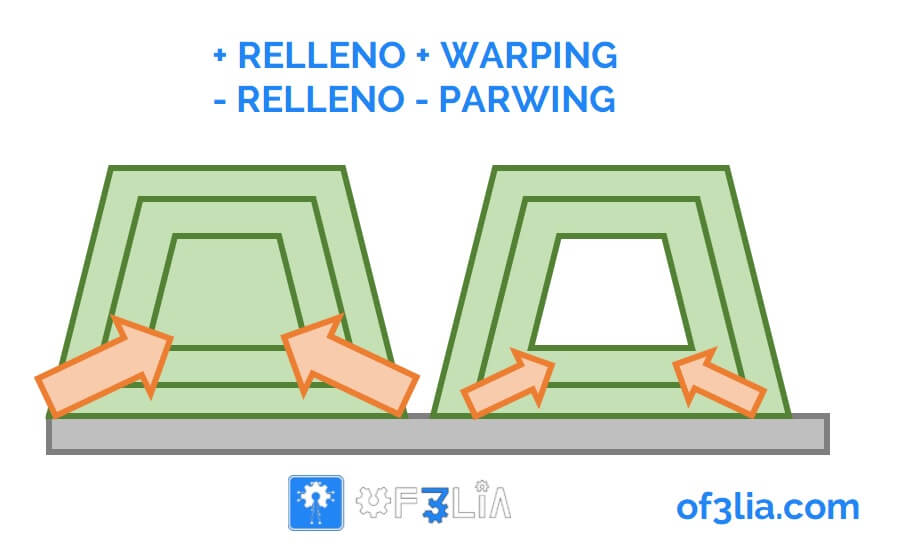
El tema está en que la contracción es más fuerte cuanto más material a enfriar haya, por lo que el warping tiende menos a darse en piezas con bajos porcentajes de relleno. Optimiza dicho porcentaje y ya verás que con un 5% de relleno en la mayoría de las piezas vas que chutas.
8️⃣ Las primeras capas gordas como vacas y lentas como caracoles
La primera capa es la más importante de todas, ya que el warping se da solo en ella (en capas superiores se llama cracking) y es la más sensible a combarse. Por ello necesitamos que se pegue bien y que se combe poco ¿cómo lo hacemos?
Lo de que se pegue en lo hacemos añadiendo más material a la primera capa, por defecto, Cura Ultimaker pone a la primera cama de 0,3[mm] (aunque el resto sean de 0,8[mm] para que se pegue mejor. Lo de imprimir lento es para que su enfriamiento sea más progresivo y tenga menos probabilidades de que el warping le afecte.
9️⃣ Ojo con el tipo de impresora y el tipo de pieza
Cada pieza 3D es un mundo y cada impresora 3D también, por ello tienes que tener en cuenta ambas cosas cuando trabajes. Si pretendes imprimir un objeto 3D grande (como un cuenco de la sopa) en ABS con una impresora abierta, te va a ser muy difícil hacerlo o casi imposible.

Esto no es debido a que no hayas seguido mis consejos, sino que hay cosas que técnicamente no se pueden conseguir. Tienes que ir probando y ver cómo lo hacen los demás y si una impresión de 10[h] te sale fallida, NO IMPORTA, lo importante es lo que has aprendido. Quien no la caga, no avanza, pero tampoco te des cabezazos continuamente con la misma piedra.
🔟 Cuidado cuándo, dónde imprimes y qué llevas puesto
Lo último no te ralles, era un decir, si llevas puesto un bikini o un bañador, seguramente no andes en la Rusia profunda, ese era mi mensaje. La cosa está en que, si imprimes en tu terraza y encima es un lugar frío, es posible que tus piezas se comben y también es probable que sea más difícil imprimir por la mañana temprano que a las dos de la tarde (por el frío).
¿Te acuerdas más arriba que he dicho que puse a mi impresora un calefactor? Pues esto es porque no hacía más que fallar las impresiones a las 8:00 de la mañana ¿por qué? porque el Marlin si detecta un cambio brusco de Tª (prefijado por ti), para la impresión y es que en Burgos a esa hora hace un frío que pela. Cuidado dónde y cuándo imprimes, aviso.
💙 ¿Qué te ha parecido mi mega guía para evitar el warping?
Bueno, ahora ya no tienes excusa para liarla con esto, pero por favor, líala.
Si no pruebas por ti mismo/a el warping, nunca sabrás por qué se da, aunque teóricamente lo sepas, no es lo mismo. No te digo que te pongas ahora a intentar hacerlo a posta (sería una tontería) sino que imprimas mucho y no te frustres cuando surja y aprende a analizarlo objetivamente y así poco a poco irás construyendo conocimiento práctico.
¿Quieres ver todos los filamentos que puedes usar?
Aquí tienes mi Mega Guía de Filamentos para impresora 3D, seguro que hay alguno que no conoces 🙂
Y ojo, no te engañes, uno de los problemas que más te comerás con diferencia, será el warping.
Nada más por mi parte, gracias por llegar hasta aquí, solo con esto para mí ya eres todo un/a espartano.
Un abrazo y hasta la próxima 🙂





Muy, muy buen artículo. Y muy claro. Gracias.
Ahora sería de agradecer que continuases con otro sobre el cracking.
Un saludo
Muy buenas Kepa,
Jejeje, todo se verá, la verdad es que había juntado los dos por que al final son lo mismo, uno en la base de la pieza y otro entre capas. Piensa que el cracking además solo se da en piezas con muchísima dilatación térmica, si tienes cuidado con el warping, también evitarás el cracking (como siempre hay excepciones, pero en general es así).
Un saludo 😉
Me terminaste de dar el empujón que me faltaba para entrar a este mundillo te doy las gracias desde argentina.
Empesare con una prusia replica y a mejorar hasta llegar al escaner 3d y cnc.
Me alegro mucho Martín,
Un saludo desde España.
Yo tengo problemas con el cracking, y encima PLA, ya nose q hacer D:
Muy buenas Jonathan,
No desesperes, al principio pasan cosas raras en la impresora 3D (como el Warping y el Cracking) que después van teniendo sentido.
Saludos.
Buenos dias , alguien me podria decir si con una impresora 3d se podria hacer matasellos de goma , como el de pagado o cualquier otro logo y que calidad tendria.
gracias y un saludo.
Sí podrías, lo que pasa es que se notarían las capas.
En Cura hay una opción para convertir las piezas en sus propios moldes, puedes usar eso.
¡Un saludo!
Buenas tardes, estos mismos tips sirven para la creality cr10s pro?
gracias!!!
Buenas Ayelen,
Sí, estos tips para evitar el Warping y el Cracking son genéricos para cualquier tipo de impresora 3D.
Un saludo.
Muy buen documento, todo muy bien explicado.
Una pregunta sobre un detalle que dices, ¿porqué dices que es mala opción usar W40 para lubricar los ejes?
Muy buenas Pablo,
Me alegro que te haya gustado mi post sobre Warping y Cracking en impresión 3D.
Lo digo por que realmente se ha probado y se ve que hace más mal que bien y puede jorobar tu impresora a la larga.
Es mejor usar otro tipo de productos.
Un saludo Pablo.
Cordial saludo Jorge, excelente artículo, me ha ayudado a entender varias cosas al igual que el mega tutorial de cura ultimaker, aunque me he tomado el tiempo para ir desmenuzando poco a poco aquelpara lograr una mejor comprensión del tema, aunque me tomé la libertad de escribirte para pedirte una pequeña orientación, he impreso en cura una pieza (varias veces de hecho), con diferentes opciones (temperatura extrusor 230 y hot bed 90, extrusor mk8 filamento abs), y por más que he cambiado opciones, no logro obtener un acabado decente en la pieza, presentando rugosidades y demás, afortunadamente este tuto me ayudó enormemente y en ninguna de estas impresiones se presentó warping ni cracking, agradezco algún consejo que me oriente a tener mejores resultados, saludos!!!
Muy buenas José,
Me alegro que te haya gustado el post sobre como evitar el warping y te haya sido de utilidad.
Lo que dices es que es demasiado general, lo que te aconsejo es que vayas comprobando si la impresora se mueve los milímetros que dice en la pantalla, si hay alguna irregularidad cuando sale el filamento en el extrusor.
Intenta aislar el fallo que se da, incluso podría ser una mala temperatura en el filamento.
Imprime cubos de calibración y cambia la configuración y vete probando.
Un saludo Jose 😉
Buenas noches..
Quisiera saber que se debe hacer si al despegar la pieza, se queda una sombra en la cama caliente. Con que puedo limpiar estos residuos.
Muchas gracias.
Muy buenas Leidy,
Seguramente sea el cerco de laca de la pieza o alguna fina capa de filamento.
Eso con la espátula (si es filamento) o con una toalla y un poco de agua (si es laca).
Un saludo Leidy.
Muchisimas gracias por la masterclas
Muchas gracias a ti Jordi 😉